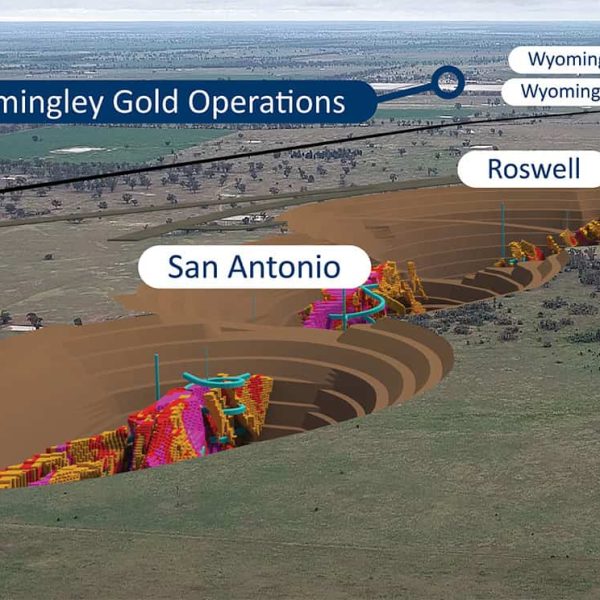
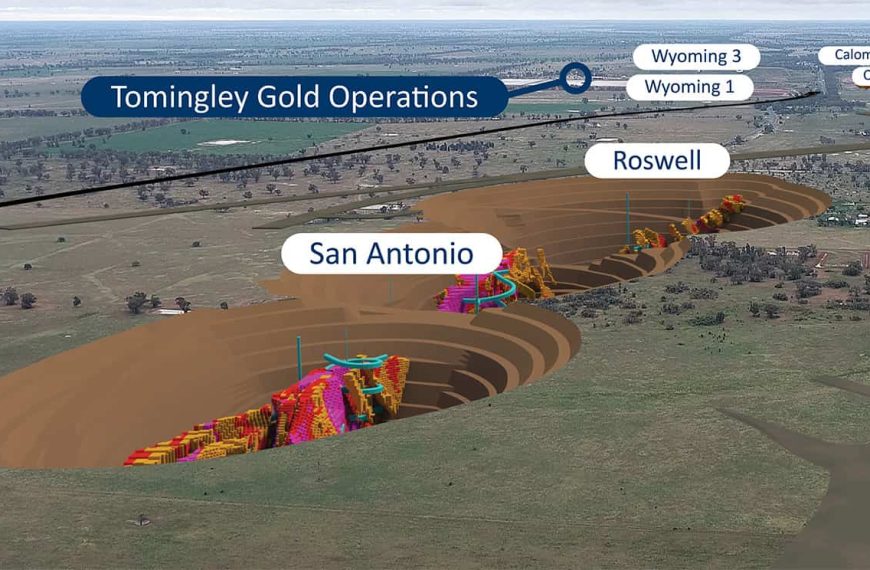
The Asia MinerWestern AustraliaAlien Metals lands mining leaseMiners NewsApr 24, 20241 min readChinaThe Asia MinerNornickel to build copper plant in ChinaMiners NewsApr 24, 2024AsiaThe Asia MinerProduction blasts off at Tomingley extensionMiners NewsApr 24, 2024AsiaThe Asia MinerBHP sets sights on ammonia-fuelled vessel in 2026Miners NewsApr 23, 2024QueenslandThe Asia MinerPeabody closes Wards Well dealMiners NewsApr 17, 2024 The Asia Miner Digital Archives Read the most recent issue of The Asia Miner and enjoy back issues. ChinaThe Asia MinerNornickel to build copper plant in ChinaMiners NewsApr 24, 2024AsiaThe Asia MinerProduction blasts off at Tomingley extensionMiners NewsApr 24, 2024AfricaKomatsu hands over keys to second-ever rope shovelMiners NewsApr 23, 2024AsiaThe Asia MinerBHP sets sights on ammonia-fuelled vessel in 2026Miners NewsApr 23, 2024ProductsFirstgreen launches electric skid steer loaderMiners NewsApr 23, 2024Latin AmericaDoran, DCT team up for tire monitoring in ChileMiners NewsApr 23, 2024Latin AmericaFLSmidth extends trio of Chilean service contractsMiners NewsApr 23, 2024Global NewsMcEwen Mining acquires remaining Timberline stockMiners NewsApr 23, 2024Global NewsBlastcrete rolls out new distribution partnershipMiners NewsApr 23, 2024